ಉತ್ಪನ್ನಗಳು
ಹೊಸ ಉತ್ಪನ್ನಗಳು


ಡೈ ಕಾಸ್ಟ್ ಹೀಟ್ ಸಿಂಕ್
ಡೈ ಕಾಸ್ಟಿಂಗ್ ಒಂದು ನಿಖರವಾದ ಎರಕದ ವಿಧಾನವಾಗಿದೆ, ಡೈ ಕ್ಯಾಸ್ಟಿಂಗ್ ಮೂಲಕ ಮತ್ತು ಹೆಚ್ಚಿನ ನಿಖರತೆಯ ಮೇಲ್ಮೈಯ ಸಣ್ಣ ಗಾತ್ರದ ಸಹಿಷ್ಣುತೆಯ ಭಾಗವಾಗುತ್ತದೆ, ಹೈಡ್ರಾಲಿಕ್ ಫಿನ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ ತಂತ್ರಜ್ಞಾನವು ಉತ್ಪನ್ನಗಳ ಸಂಕೀರ್ಣ ರಚನೆಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ, ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಹೆಚ್ಚಿನ ಪ್ರೀತಿಯ ಅಡಿಯಲ್ಲಿ ಹೆಚ್ಚು ತಿರುವು ಅಗತ್ಯವಿಲ್ಲ ಸಂಸ್ಕರಣೆ ಅನ್ವಯಗಳನ್ನು ಜೋಡಿಸಬಹುದು, ಕಡಿಮೆ ಉತ್ಪಾದನಾ ವೆಚ್ಚ.
ವಿಚಾರಣೆ ಕಳುಹಿಸಿ
ಉತ್ಪನ್ನ ವಿವರಣೆ
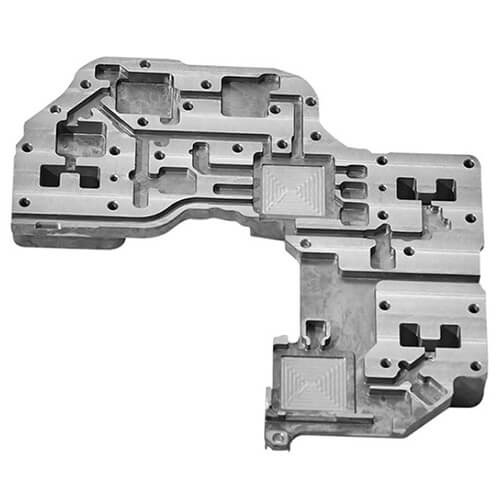
ಡೈ ಕಾಸ್ಟ್ ಹೀಟ್ ಸಿಂಕ್
ಡೈ ಕಾಸ್ಟಿಂಗ್ ಪ್ರಕಾರದ ಹೀಟ್ ಸಿಂಕ್ನ ಗುಣಲಕ್ಷಣಗಳು ಅಧಿಕ ಒತ್ತಡದ ಬಳಕೆಯಾಗಿದ್ದು, ಲೋಹದ ಹೈಡ್ರಾಲಿಕ್ ಅನ್ನು ಸಂಕೀರ್ಣವಾದ ಲೋಹದ ಅಚ್ಚು ನಿಖರ ಎರಕದ ಪ್ರಕ್ರಿಯೆಯ ಆಕಾರಕ್ಕೆ ಕರಗಿಸುವುದು ಕಡ್ಡಾಯವಾಗಿದೆ, ಇದು ಒಂದು ರೀತಿಯ ಕರಗಿದ ಮಿಶ್ರಲೋಹವನ್ನು ಒಳಾಂಗಣಕ್ಕೆ ಸುರಿಯುವುದು, ಹೆಚ್ಚಿನ ವೇಗದ ಉಕ್ಕಿನ ಅಚ್ಚು ಕುಳಿಯಲ್ಲಿ ತುಂಬುವುದು, ಮತ್ತು ಎರಕದ ಎರಕದ ವಿಧಾನವನ್ನು ರೂಪಿಸಲು ಒತ್ತಡದಲ್ಲಿ ದ್ರವ ಮಿಶ್ರಲೋಹ ಘನೀಕರಣ, ಡೈ ಎರಕದ ಮುಖ್ಯ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಇತರ ಎರಕದ ವಿಧಾನದಿಂದ ಪ್ರತ್ಯೇಕಿಸಲಾಗುತ್ತದೆ ಹೆಚ್ಚಿನ ಒತ್ತಡ ಮತ್ತು ಹೆಚ್ಚಿನ ವೇಗ.
ಡೈ ಕಾಸ್ಟಿಂಗ್ ಪ್ರಕಾರದ ರೇಡಿಯೇಟರ್ ಉಷ್ಣ ವಾಹಕತೆ, ಹೆಚ್ಚಿನ ಉಷ್ಣ ದಕ್ಷತೆಯ ಅನುಕೂಲಗಳು. ಡೈ ಕಾಸ್ಟಿಂಗ್ ಒಂದು ನಿಖರವಾದ ಎರಕದ ವಿಧಾನವಾಗಿದೆ, ಡೈ ಕ್ಯಾಸ್ಟಿಂಗ್ ಮೂಲಕ ಮತ್ತು ಹೆಚ್ಚಿನ ನಿಖರತೆಯ ಮೇಲ್ಮೈಯ ಸಣ್ಣ ಗಾತ್ರದ ಸಹಿಷ್ಣುತೆಯ ಭಾಗವಾಗುತ್ತದೆ, ಹೈಡ್ರಾಲಿಕ್ ಫಿನ್ ಡೈ ಕಾಸ್ಟಿಂಗ್ ತಂತ್ರಜ್ಞಾನವು ಉತ್ಪನ್ನಗಳ ಸಂಕೀರ್ಣ ರಚನೆಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ, ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಹೆಚ್ಚಿನ ಪ್ರೀತಿಯ ಅಡಿಯಲ್ಲಿ ಹೆಚ್ಚು ತಿರುವು ಅಗತ್ಯವಿಲ್ಲ ಸಂಸ್ಕರಣೆ ಅನ್ವಯಗಳನ್ನು ಜೋಡಿಸಬಹುದು, ಕಡಿಮೆ ಉತ್ಪಾದನಾ ವೆಚ್ಚ.
ನ್ಯೂನತೆಗಳು:
ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಮಿಶ್ರಲೋಹಗಳ ಮೇಲಿನ ನಿರ್ಬಂಧಗಳು: ಪ್ರಸ್ತುತ, ಸತು, ತವರ, ಸೀಸ, ತಾಮ್ರ, ಮೆಗ್ನೀಸಿಯಮ್, ಅಲ್ಯೂಮಿನಿಯಂನಂತಹ ಆರು ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಮಿಶ್ರಲೋಹಗಳು ಮಾತ್ರ ಇವೆ, ಅವುಗಳಲ್ಲಿ ತಾಮ್ರ ಮಿಶ್ರಲೋಹವು ಅತಿ ಹೆಚ್ಚು ಕರಗುವ ಹಂತವನ್ನು ಹೊಂದಿದೆ.
ಸಲಕರಣೆಗಳ ಬೆಲೆ ಹೆಚ್ಚಾಗಿದೆ, ಮತ್ತು ಡೈ ಕಾಸ್ಟಿಂಗ್ ಉತ್ಪಾದನೆಗೆ ಅಗತ್ಯವಿರುವ ಸಲಕರಣೆಗಳ ವೆಚ್ಚ ಮತ್ತು ನಿರ್ವಹಣಾ ವೆಚ್ಚಗಳಾದ ಡೈ ಕಾಸ್ಟಿಂಗ್ ಯಂತ್ರ, ಕರಗುವ ಕುಲುಮೆ, ನಿರೋಧನ ಕುಲುಮೆ ಮತ್ತು ಡೈ ಕಾಸ್ಟಿಂಗ್ ಅಚ್ಚು ಸಾಕಷ್ಟು ಹೆಚ್ಚಾಗಿದೆ.
ಎರಕದ ಗಾಳಿಯ ಬಿಗಿತದಿಂದಾಗಿ, ದೊಡ್ಡ ಎರಕಹೊಯ್ದಕ್ಕೆ ಸಾಮಾನ್ಯವಾಗಿ ಲೀಚಿಂಗ್ ಚಿಕಿತ್ಸೆ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ
ಪ್ರಕ್ರಿಯೆಯ ಸಾಮರ್ಥ್ಯವು 1250 ಟಿ, ಮತ್ತು ಉತ್ಪನ್ನದ ಗರಿಷ್ಠ ಉದ್ದವು ಸುಮಾರು 1000 ಮಿ.ಮೀ. ಸಣ್ಣ ಉತ್ಪನ್ನಗಳಿಗೆ, ಸತು ಮಿಶ್ರಲೋಹವು ಹೆಚ್ಚು ಸೂಕ್ತವಾಗಿದೆ, ಮತ್ತು ಸತು ಮಿಶ್ರಲೋಹದ ಕನಿಷ್ಠ ಉದ್ದವು ಸುಮಾರು 2 ಸೆಂ.ಮೀ.
 ತಾಮ್ರದ ಶಾಖ ಮುಳುಗುತ್ತದೆ
ತಾಮ್ರದ ಶಾಖ ಮುಳುಗುತ್ತದೆ ಹೊರತೆಗೆದ ಶಾಖ ಸಿಂಕ್
ಹೊರತೆಗೆದ ಶಾಖ ಸಿಂಕ್ ಸಲಿಕೆ ಶಾಖ ಸಿಂಕ್
ಸಲಿಕೆ ಶಾಖ ಸಿಂಕ್ ಕೋಲ್ಡ್ ಫೋರ್ಜಿಂಗ್ ಹೀಟ್ ಸಿಂಕ್
ಕೋಲ್ಡ್ ಫೋರ್ಜಿಂಗ್ ಹೀಟ್ ಸಿಂಕ್ ಡೈ ಕಾಸ್ಟ್ ಹೀಟ್ ಸಿಂಕ್
ಡೈ ಕಾಸ್ಟ್ ಹೀಟ್ ಸಿಂಕ್